
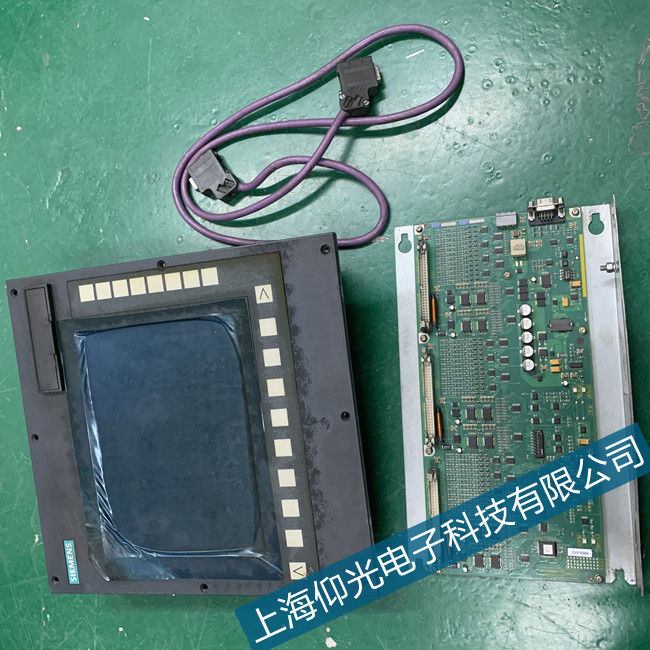
���T��828d����ϵ�y�S�����͑�����ӡˢ�ИI�ģ��õ����T�Ӕ���ϵ�y����zui�����F�˹��ϣ����T�Ӕ���ϵ�y���S����λ�ó��F��ƫ��҂�ӡˢ���I����λ�Ĝʴ_��Ҫ��ܸߡ���ƫ�xһ�c�Dz��õģ����ǬF�ڷ���λ�ò����_�������҂����ܴ�ӡ���F���҂��ѽ�����˺ܶ��Ʒ���F���҂��ѽ��P�]�ˡ�
���T�Ӕ���ϵ�y���þS������
�ڼӹ��������M�ГQ���r��ÿһ�����S�����λ�ò��ʣ�ÿ�ζ�����ͬһλ��
һ��Ҫ���_���T�Ӕ���ϵ�y���S�úηNλ�Ùz�y��ʽ�M�ж���
1. �z�y���S늄әC����һ�D��̖
2. �z�y�ⲿλ�þ��a��
3. �z�y�ⲿһ�D��̖
4. �z�yBZI��CZI������
����Ҫ�_�����T�Ӕ���ϵ�y���S�Ķ����Ƿ���ɣ��Ƿ���;ͣ��������ͬ��ƫ����r���a����ԭ��ͬ
1. �������S늄әC����һ�D��̖���䶨�������S늄әC�Ķ�����ˑ��_�J���S늄әC�c���S֮�g�Ƿ��1��1�B�ӡ�����1��1�B�ӣ���Ҫ��׃���S�����S늄әC�Ă��әC����ʹ�ɶ�֮�g��1��1�B�ӣ����Cе�ϟo�����ģ������λ�þ��a�����ⲿһ�D��̖
2. �����ⲿλ�þ��a����λ�þ��a���c���S֮�g��ԓ��1��1��ʹ��ͬ�����B�ӣ����D�ӷ�1��1�r��������l��λ�ò��ʵĆ��}��ͬ�r��ʹ��V���M���B�ӣ��t�����������D��ͣ���^���У�����V�����b�^�ɣ����ڴ�Ҳ����ɶ���λ�ò��ʡ����⣬��λ�þ��a�����S�cͬ���X݆֮�g�����^����g϶�r��Ҳ������ɶ���
3. �����ⲿһ�D��̖�����_�J���S�c���S늄әC֮�g�Ă��ӱȅ���4056-4059��4171-4174�Ƿ�����Ռ��H�����Pϵ���O����
�D�dՈע����̎���Ϻ�������ӿƼ����I���T�ӹ��ؾS��
����朽ӣ�http://www.sbfz.cn/fuwu/4043.htm

